Devoted to the construction, operation and theoretical analysis of the Tesla coil
TCBA Volume 3 - Issue 1
Page 9 of 18
Experimental Chemistry and Electrics
How to Build a Giant Tesla Coil
By E. L. Richards
High Frequency Resonator Provides Artificial Lightning Offering a Means for Performing Many Spectacular Experiments
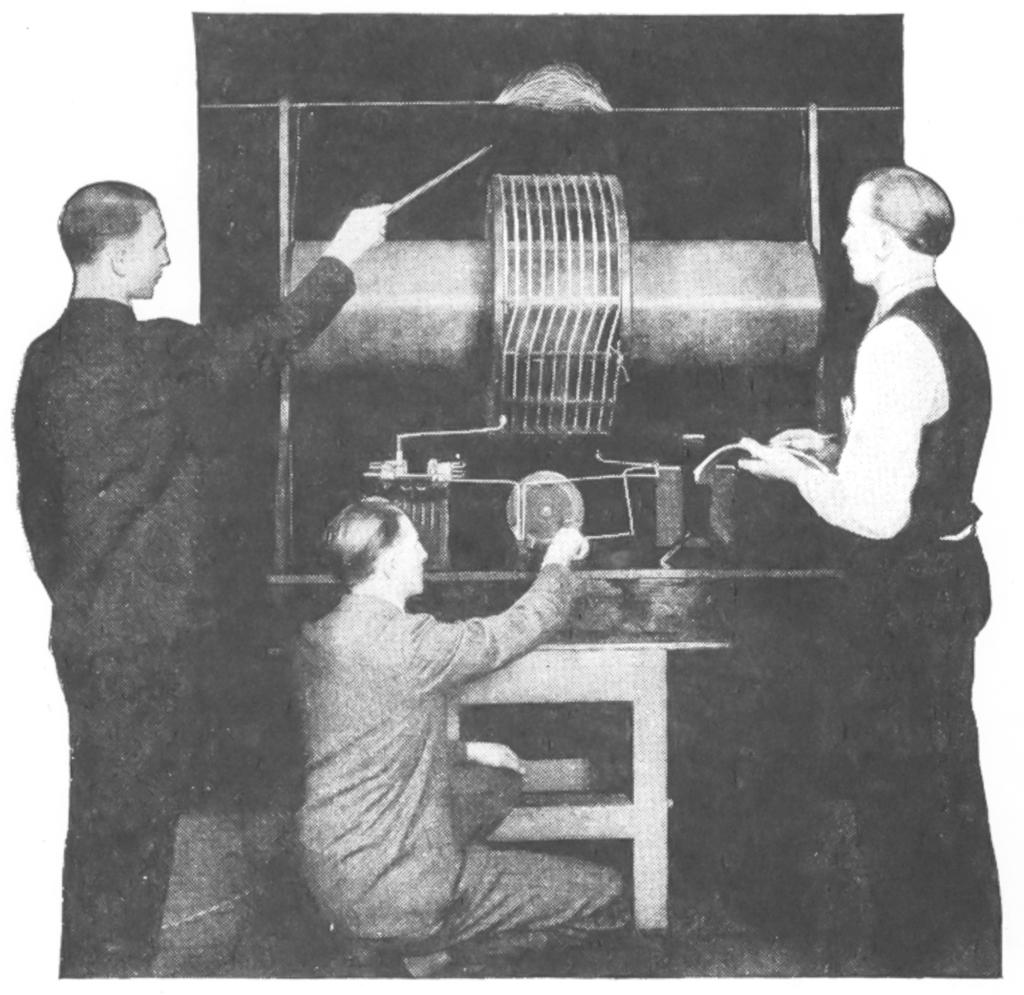
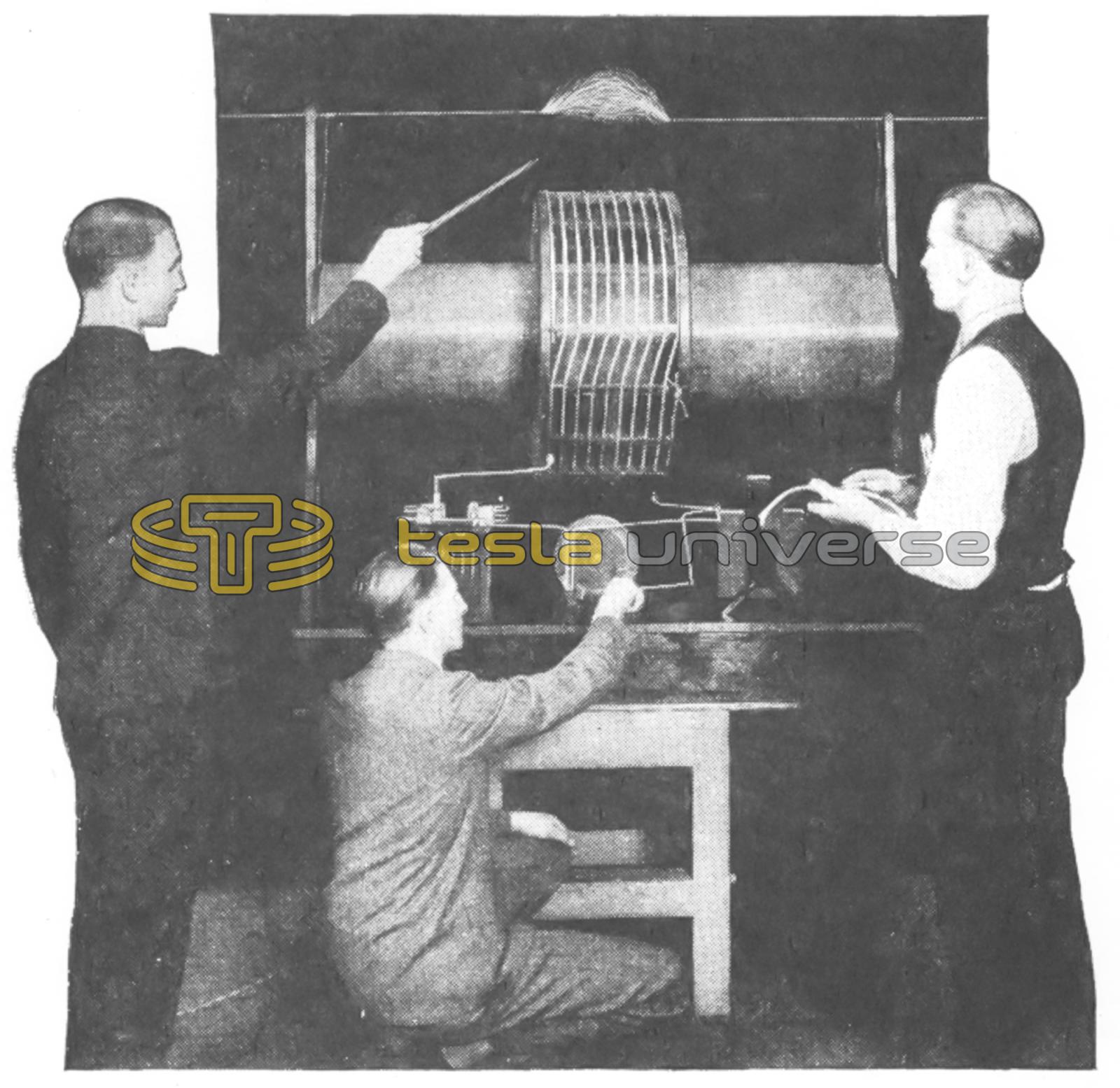
No. 1 - The above photograph shows the huge coil in operation producing a spark one foot in length. By adjusting the frequency and voltage this distance can be increased to over two feet. Photos courtesy Coyne Electrical School.
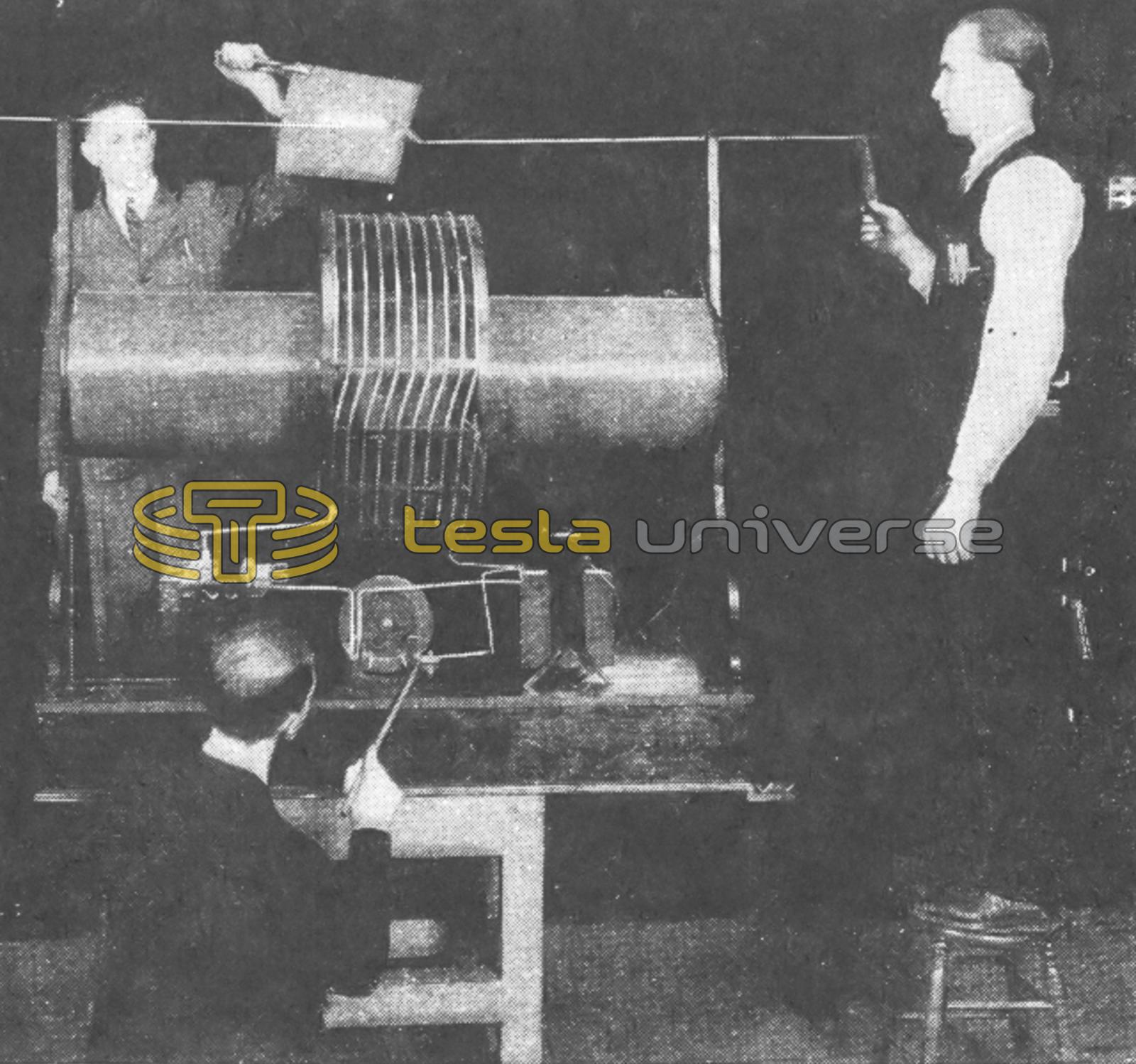
Among the interesting test devices in the alternating current department of a large electrical school in Chicago, is a Tesla coil, such as shown and described in this article, and which is used by the students for making some very interesting and practical tests on electrical insulation materials of various types. The accompanying photos show some of the tests. Number one shows the coil in operation and flashing through about a foot of dry air. By adjusting the frequency and voltage, this can be increased to over two feet, but with a thinner spark. The 1KW., 20,000-volt transformer is shown at the right. Number 2 photo shows a test on a sheet of thin high-dielectric insulation, where the voltage has been gradually increased until it punctured the sheet.
Tesla Coil Construction Data
For those interested in the construction or operation of such a coil, the following constructional data, sketch and explanation are given:
The primary coil is made of 10 turns of 1/4-inch soft copper tubing, such as used for gasoline tubing for autos. This is wound on a wooden form, 12 inches long and 24 inches in diameter. The construction of this form can be noted in the photos. In fastening the cross strips to the round end pieces no metal nails are used, but instead they are notched in, and pinned with wood dowels and cemented with shellac. This type of primary construction makes convenient the shifting of the clip on one of the leads, to increase or decrease the number of turns, and allows the clip to be shifted around any turn, a few inches at a time, or less, until the exact amount of inductance is obtained. This adjustment of the primary is very important for maximum results.
The secondary form is a seamless fibre tube obtained from a manufacturer of electrical insulation; it is one of the best and most convenient forms to use. It is 12 inches in diameter, and 48 inches long, and has a winding of 600 turns of No. 24 D.C.C. (double cotton covered) wire. This was found to be better than wire with enamel and cotton insulation, due to the distributed capacity losses with enameled wire, on account of the high dielectric value of the enamel. These secondary turns are spaced apart the width of one wire, by winding a small cord with the wire, side by side, and removing the cord carefully after the winding is complete. One coat of shellac should be put on and allowed to partly dry before removing the cord, as it helps to hold the wire in place and prevent the turns shifting or slipping sideways. Then several more coats of shellac should be put on, allowing enough time for each to dry well.
60-Cycle Transformer Dimensions
The high-voltage 60-cycle transformer was also built and wound by the students, and has a core of 2 inch by 2 inch square legs made of 8-inch long laminations of good transformer iron, which when assembled gives an outside dimension of 2 inches by 10 inches by 10 inches, and a window of 6 inches by 6 inches. One leg is carefully insulated with thin fibre strips forming a square spool, around the core leg, and well taped with friction tape, and is fitted with fibre end collars to hold coil ends in place. The primary of 180 turns of No. 12 S.C.E. (single cotton enamel) covered wire (6 pounds) was wound on this spool, and leads brought out to a fibre strip terminal piece. The opposite core leg was very carefully insulated for the secondary, and in winding the secondary coil the layer arrangement and complete insulation constitute the most important requirements. The spool around the core leg was made of 1/4-inch thick hard fibre strips, carefully fitted with edges overlapped at corners, and heavily taped with several layers of varnished cambric tape and a layer of friction tape, well built up in the corners next to the end collars. The end collars are also made of 1/4-inch fibre or bakelite, to hold up ends of secondary coil and prevent flash overs to core.
No. 2 - A thin sheet of high dielectric insulation is being tested in the above photo. The voltage was gradually increased until the sheet was punctured.